

十大塗布方法有哪些?
塗布技術(shù)的演進,本質是對“塗料-基材-性能”三者適配關係的持續優化。從早期(qī)依賴物理浸(jìn)潤的簡易工藝,到(dào)如今依托精密模頭的納米級控製,十大主流塗(tú)布方法各有技術側重(chóng),既(jì)覆蓋基礎材料改性(xìng),也支(zhī)撐高端器(qì)件(jiàn)製造。本文提煉各方(fāng)法的核心技術特征、關鍵控製邏輯及場景適配(pèi)規律,為工業選型提供清晰框架。
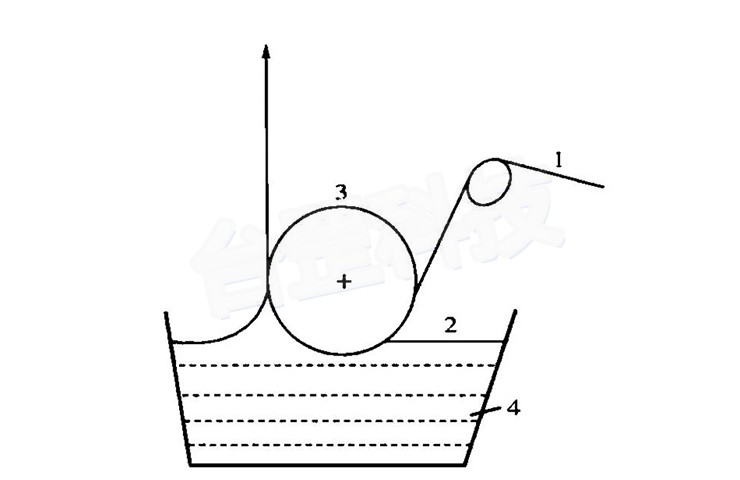
一(yī)、浸漬塗布:自計量(liàng)的基礎塗覆範式
作為最經典的塗布方(fāng)法,其(qí)核心是“浸潤-牽引”的自平衡:基材繞塗布輥浸入塗料槽,液膜附著量由塗料黏度(50-200mPa·s)、牽引速度(dù)(50-200m/min)及輥隙共同(tóng)決定,無需額外計量裝置。早期用於照相紙量產,如今適配包裝薄膜防潮塗層等低精度場景,但塗層均勻性差,難以(yǐ)滿足高端需求。
二、氣刀塗布(bù):無接觸修正的寬域方案
采(cǎi)用“過量塗覆-氣流刮除”邏輯:基材帶料後,0.1-0.3MPa高壓氣(qì)流從氣刀噴出,通過調整氣刀(dāo)與基材距離(5-15mm)、噴射角度(30°-60°)控製塗布量(liàng)(≤30g/m²)。適配塗料含固量≤50%、黏度50-500mPa·s,車速30-500m/min,適合薄(báo)型基材(如20μm以下薄膜(mó)),廣泛用於熱敏記錄紙、無碳複(fù)寫紙等生產,避(bì)免接(jiē)觸式損傷(shāng)。
三、刮刀塗布:接觸整平的高精度選擇
通(tōng)過0.3-0.6mm厚柔(róu)性鋼刀直接刮除多餘塗料,塗層平整度不受基材粗糙度影響。可調節(jiē)接觸(chù)角(15°-45°)與壓力(5-20N/cm),適配塗料含固量50%-60%、黏度達1000mPa·s,車速最高2800m/min。多用於銅版紙、噴墨打印紙,但刮刀易磨損、積汙,需高頻維護。
四、刮輥塗布:低黏(nián)低量的精細(xì)調(diào)控
金屬刮輥(直(zhí)徑約10mm)或鋼絲刮輥(鋼絲直徑0.1-0.15mm)旋轉刮料(liào),塗層厚度由鋼絲間距(理論(lùn)厚度=0.21×鋼絲直徑)決定。適合低黏度(≤200mPa·s)、低塗布量(≤10g/m²)場景,車速50-1000m/min,用於薄膜超薄防粘連塗層,但(dàn)高黏度塗料易堵塞間隙。
五、輥式塗布:多輥協同的(de)定量轉移
由塗布輥與計量輥組成,分雙輥、三輥及逆轉輥等形式。通過調節輥速比(如1:1.2-1:2)、輥隙(5-20μm)控製塗布量,逆轉輥借助反向剪切力適配高黏度塗料(500-1500mPa·s)。用於膠帶塗膠、光學薄膜(mó)硬塗層(céng),適合多層複合場景。
六、凹版塗布:網紋控量的高速方案
凹版輥網紋儲料(轉移率約60%),背輥橡(xiàng)膠層施壓(5-15N/cm)實現塗料轉移,塗布量由網點容積決定。適配黏度15-1500mPa·s,車速≤600m/min,塗(tú)層厚度1-50μm,用於膠帶(dài)、磁帶量產,但網紋印記難消除,影響表觀質量。
七、條縫與擠壓塗布:精準供料的高端工藝
條(tiáo)縫塗布依賴毛(máo)細管力,間隙為濕膜厚度2-10倍,適合低黏度(≤500mPa·s)超薄塗層(0.5-5μm),可實(shí)現RGB色帶條幅塗布;擠壓塗布靠壓力(lì)驅動,間隙為濕膜厚度100倍以上,適配高黏度(≥1000mPa·s)及熔融(róng)態材料,用於鋰電池電(diàn)極塗覆。兩者均需真(zhēn)空穩液橋,精度≤±0.1μm。
八、多層坡流塗布:層流疊加的高效複合
多狹縫模頭(tóu)使塗料沿(yán)坡流麵層層疊加,需保證層流狀態(雷諾數≤2000),模頭唇(chún)片倒角、塗料表麵張力(25-40mN/m)需精準匹配。一次可塗10層,總厚度5-50μm,推動彩色感(gǎn)光材料發展,現用(yòng)於柔性顯(xiǎn)示多層塗層。
九、落簾塗布:非接(jiē)觸的大麵積(jī)塗覆
液流(liú)垂直下落成(chéng)“液簾”(高度100-300mm),導流板穩寬、隔板擋氣流,衝擊力消除基材瑕疵。需流量≥50mL/min防斷簾,車速≥200m/min,用於光(guāng)伏背板、大麵積光學(xué)薄膜,避免接觸損傷。
十、旋轉塗布(bù):離心力驅動(dòng)的納米(mǐ)級(jí)工藝
高速旋轉(幾百-上萬r/min)產生離心力鋪(pù)膜,厚度(幾十納米-幾微(wēi)米)由黏度、轉速(sù)決定,均(jun1)勻性1%。用於半(bàn)導體光(guāng)刻(kè)膠、光盤塗層,但(dàn)基材尺寸受限,大尺寸液晶基板已被條縫塗布(bù)替(tì)代。
關鍵(jiàn)詞:狹縫塗(tú)布機
選型需緊(jǐn)扣精(jīng)度(納米級選旋轉/條縫)、基材(薄型選氣刀(dāo)/落簾)、產量(大批量選凹版/輥式),未來多方法融合與智能監測將(jiāng)成趨勢。
 聯係方式 :
聯係方式 :
手機(jī) :180-2443-5987(曾工)
 郵箱 :
郵箱 :
郵箱 :8499478@qq.com
 地址 :
地址 :
廣東省東莞(wǎn)市石排鎮下沙東風一路4號
自2013年成立(lì)以來,始終專注於精密塗布機以及自動(dòng)化設(shè)備研發與製造,主要有逗號刮刀塗布機、擠(jǐ)壓狹縫塗布機、微凹塗布機、平板式實(shí)驗塗(tú)布機等,涵蓋桌麵、小試(shì)、中試、量產機型,產品廣泛應用於新能源、醫療、新材料、光電材料(liào)、電子薄膜、印刷包裝等眾多行業
Copyright © 2024 東莞市台罡科技有限公司 . 粵ICP備2024304045號 .